Copper beryllium core caps offer high thermal conductivity and precision. Learn how copper beryllium CNC machining improves mold performance.





In high-performance mold design, material selection is not optional—it is decisive. A copper beryllium core cap is used when standard tool steels fail to deliver adequate heat dissipation, cycle time efficiency, or dimensional stability. In injection molding and industrial forming applications, poor thermal management leads to long cycle times, uneven cooling, and part defects.
Copper beryllium alloys solve this problem by combining exceptional thermal conductivity with sufficient mechanical strength, making them ideal for critical mold core components that require rapid heat transfer without sacrificing precision.
A copper beryllium core cap is a precision-machined mold component installed at the core of a mold to enhance heat extraction in localized hot spots. These parts are commonly used in:
Unlike conventional steel inserts, copper beryllium accelerates cooling where it matters most, directly impacting productivity and part consistency.
Copper beryllium alloys offer thermal conductivity values up to 3–5 times higher than tool steels, enabling faster heat dissipation during molding cycles.
Result:
Unlike pure copper, copper beryllium maintains high hardness and fatigue resistance, allowing it to withstand clamping forces and repeated thermal cycling.
Typical properties include:
Copper beryllium CNC machining requires experience, tooling knowledge, and strict process control.
Tolerances for core cap manufacturing typically range between ±0.01 mm and ±0.02 mm, depending on mold design and fit requirements.

Copper beryllium offers exceptional thermal performance, but it must be handled responsibly during machining. Regulatory bodies such as OSHA classify airborne beryllium dust as hazardous, making process control and environmental compliance critical when manufacturing copper beryllium mold components.
At Entag, copper beryllium CNC machining is executed only through vetted manufacturing partners that apply strict safety controls, including:
These measures ensure that copper beryllium is machined safely without compromising part quality or workplace health. For buyers, this means consistent compliance, reduced operational risk, and confidence that high-performance mold components are produced under controlled, professional conditions.
Safety is not treated as an add-on—it is embedded into the manufacturing workflow.
Common copper beryllium grades include C17200 and C17510, selected based on thermal and mechanical requirements.
Using multi-axis CNC milling, complex geometries and cooling features are machined with repeatable accuracy.
Heat treatment improves hardness and dimensional stability before final finishing.
Surface grinding or polishing ensures correct seating, sealing, and thermal contact inside the mold assembly.

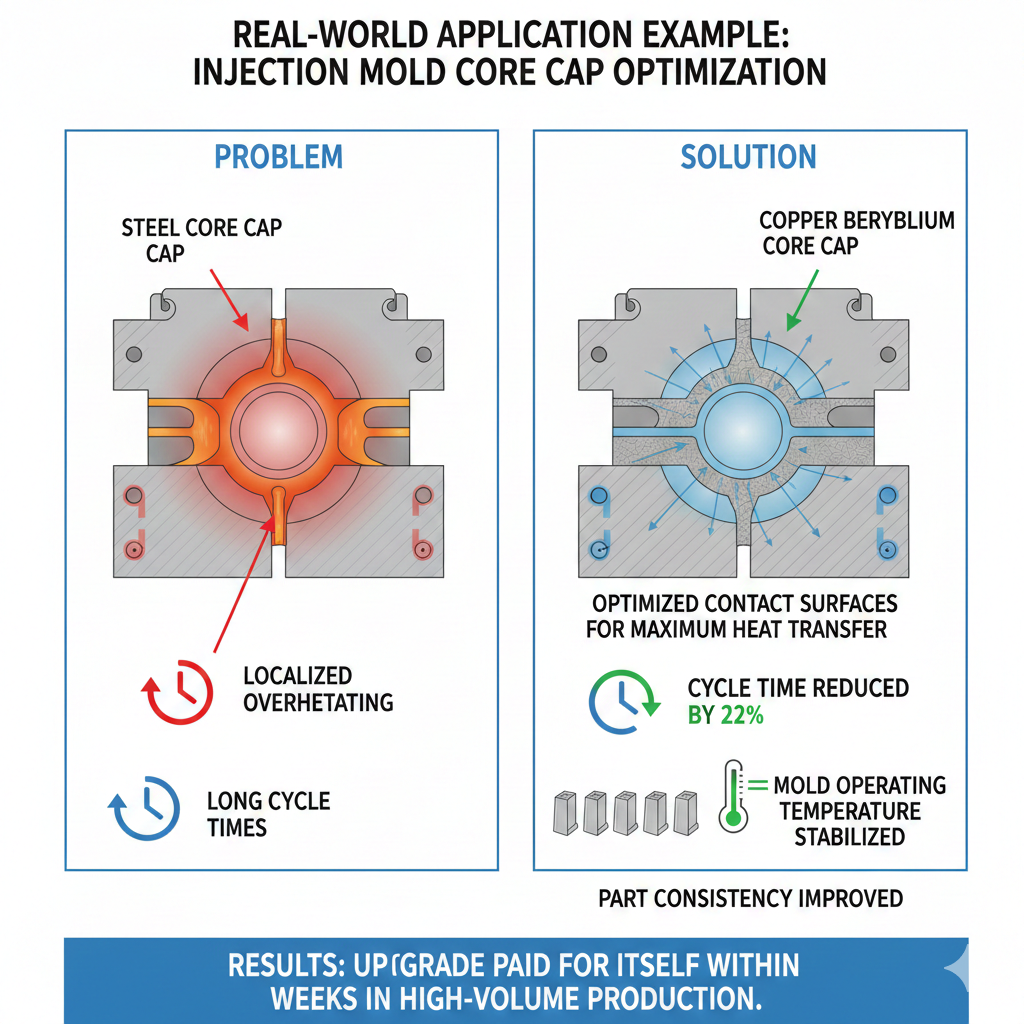
Problem:
A mold suffered from long cycle times and localized overheating near the core.
Solution:
Results:
This upgrade paid for itself within weeks in high-volume production.
Copper beryllium is typically used selectively in high-heat zones rather than entire mold assemblies.
In precision metal forming and molding operations, temperature control defines repeatability. Uneven cooling causes internal stresses, shrinkage variation, and cosmetic defects. High thermal conductivity mold parts such as copper beryllium core caps directly address these risks.
Manufacturing in Egypt, particularly in Cairo, has seen increased demand for advanced mold core components as local industries scale injection molding, packaging, and consumer goods production.
At Entag, metal fabrication in Egypt is driven by:
This reduces dependency on imported mold components while maintaining industrial-grade standards.
Manufacturers report 15–30% productivity gains when copper beryllium inserts are used strategically.
Why is copper beryllium used instead of pure copper?
It offers significantly higher strength and wear resistance while retaining high thermal conductivity.
Is copper beryllium safe to machine?
Yes, when proper machining and dust control procedures are followed.
Can copper beryllium be CNC machined in Egypt?
Yes. With the right tooling and experience, high-precision machining is achievable locally.
Does copper beryllium increase mold cost?
Initial cost is higher, but reduced cycle times often deliver a fast ROI.
A copper beryllium core cap is not a luxury component—it is a performance tool. When thermal control limits productivity, copper beryllium delivers measurable gains in cycle time, part quality, and mold efficiency. For high-volume, heat-sensitive molding applications, it remains one of the most effective upgrades available.
Need copper beryllium CNC machining or custom core cap manufacturing in Cairo, Egypt?
Contact Entag to manufacture precision mold core components built for thermal performance and long-term reliability.


