Manufacturing roll cages for drift cars using CDS steel, CNC tube fabrication, and FIA Appendix J compliance. Learn pro-grade welding and inspection practices.




In motorsport, manufacturing a roll cage is a life-critical engineering task. In drift cars—where extreme lateral loads, wall contact, and rollover risk are part of the discipline—the roll cage is the primary safety structure protecting the driver.
A professional roll cage must:
Achieving this requires precision tube fabrication, controlled welding access, and details that separate amateur cages from pro-grade motorsport structures.
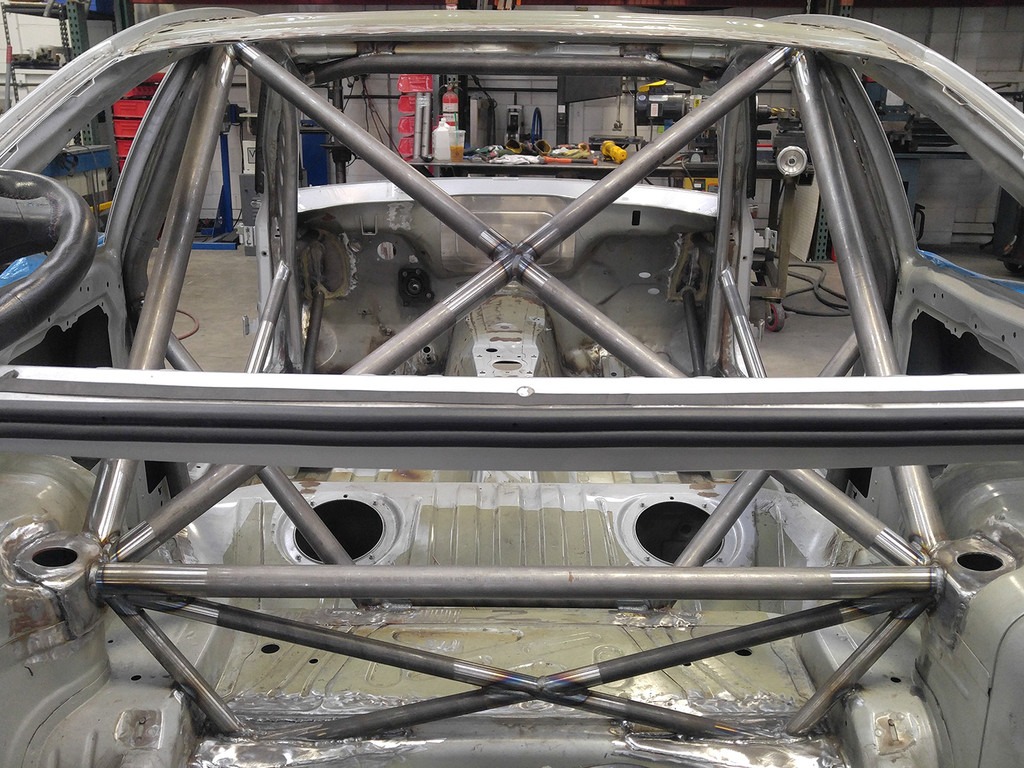
A roll cage is a welded tubular space frame integrated into the vehicle chassis to absorb and distribute impact energy.
In drift applications, the cage also:
A compliant roll cage is engineered as part of the car’s structure—not added as an afterthought.
Professional roll cage design follows FIA Appendix J, Article 253, which specifies:
Designing within this framework ensures real-world crash performance, not just visual compliance.
Professional motorsport roll cages are manufactured from Cold Drawn Seamless (CDS) steel due to:
Typical FIA-compliant sizes include:
Exact sizing depends on vehicle weight and class, but CDS steel in these dimensions is the industry standard.

For drift cars, carbon steel or chromoly is typically preferred due to predictable behavior under impact.
Common tube diameters include 32 mm, with wall thickness selected based on regulations and load requirements.
CNC tube bending ensures precise geometry while maintaining tube integrity.
Key requirements:
Accurate bending reduces stress concentrations during impact.
Springback Control in Roll Cage Bending
Springback—the elastic recovery of steel after bending—is unavoidable.
Professional fabrication accounts for springback by:
This avoids forced assembly and residual stress inside the cage.
A fundamental tube-bending principle is the Diameter-to-thickness (D/t) ratio.
Golden rule:
Most FIA-compliant roll cage tubes exceed this threshold, making mandrel bending essential—not optional.
Before welding, tubes must be notched (fish-mouthed) to sit flush against intersecting members.
Poor notching causes:
In professional roll cage fabrication, CNC cutting is inseparable from bending.
For safety-critical joints—especially at the roof intersections—360-degree welds around the tube are required to achieve maximum strength.
In professional builds, this often means:
This ensures uninterrupted welds around the entire tube circumference—something impossible when welding a cage fully inside a closed car shell.

The Heat-Affected Zone (HAZ) is the area adjacent to the weld where steel properties can degrade.
Accurate CNC notching enables:
This is critical for roll cages subjected to repeated high-energy impacts.
Gussets & Foot Plates: Load Transfer to the Chassis
A roll cage is only as strong as its mounting points.
FIA-compliant cages use minimum 3 mm thick steel foot plates welded to the chassis floor, sill, or reinforced structure.
These plates:
Additional gussets are often used at high-stress nodes to further distribute forces and reduce local stress concentrations.
Pro-grade roll cages often include a 5 mm inspection hole drilled into a straight section of the main hoop.
This allows scrutineers to:
Including inspection holes demonstrates serious intent and avoids disputes during technical inspection.
Challenge:
A drift car failed scrutineering due to inaccessible welds, unclear tube verification, and weak base plates.
Solution:
Result:
Metal fabrication in Egypt—particularly in Cairo—now supports advanced motorsport projects.
Advantages include:
At Entag, roll cage fabrication is executed through vetted partners experienced in FIA-style motorsport safety structures.
Precision is now the baseline—not the differentiator.
Planning a drift car roll cage or motorsport safety structure?
Talk to Entag to manufacture CNC-bent, FIA-compliant roll cage components built to professional motorsport standards.
Why is CDS steel required for roll cages?
It offers uniform wall thickness, predictable strength, and superior weld quality.
Why are 360-degree welds important?
They ensure full joint strength and are often required for scrutineering approval.
What is the purpose of the inspection hole?
It allows scrutineers to verify tube wall thickness with a micrometer.
Can roll cages be manufactured in Egypt?
Yes. CNC tube bending, cutting, welding, and motorsport fabrication are available locally, especially in Cairo.
Manufacturing a roll cage for a drift car demands absolute attention to detail. From CDS steel selection and FIA-compliant tube sizing to mandrel bending, CNC notching, 360-degree weld access, controlled HAZ, reinforced foot plates, and inspection holes—every decision affects safety. When executed correctly, the result is a competition-ready cage engineered for real-world impacts.
Looking for motorsport roll cage manufacturing, CNC tube fabrication, or custom metal fabrication in Egypt?
Contact Entag to build roll cages engineered for safety, compliance, and performance.


