تعرف على كيفية تصنيع حلقات دعم الرقبة باستخدام صلب 1.2083 لقوالب بريفورم الـ PET. استكشف تقنيات تشغيل صلب CNC، المعالجة الحرارية، والجودة في تصنيع مكونات الإسطمبات في القاهرة، مصر.




في عملية حقن بريفورم الـ PET، تعتبر دقة الأبعاد عند منطقة "الرقبة" (Neck Finish) أمراً حيوياً لا يقبل القسمة على اثنين. تلعب حلقة دعم الرقبة (Neck Support Ring) دوراً محورياً في الحفاظ على هندسة البريفورم أثناء مراحل الحقن والتبريد والطرد. أي تشوه أو تآكل في هذا الجزء يؤثر مباشرة على جودة "القلاووظ"، وإحكام غلق الغطاء، وأداء الزجاجة النهائي.
لهذا السبب، يعتمد المصنعون على أنواع صلب الأدوات المقاوم للصدأ والقابل للتلميع العالي مثل صلب 1.2083 عند تصنيع حلقات دعم رقبة القوالب (الاسطمبات). عند تشغيل هذه الحلقات ومعالجتها حرارياً بشكل صحيح، فإنها توفر استقراراً ممتازاً للأبعاد، وتشطيباً سطحياً فائقاً، ومقاومة عالية لبيئات الإنتاج الرطبة.
من خلال خدمات تشغيل حديد الادوات 1.2083 في القاهرة، أصبح بإمكان مصنعي القوالب وفرق الصيانة الآن الحصول على قطع غيار دقيقة وحلقات دعم مخصصة دون الحاجة لانتظار فترات الشحن الدولي الطويلة.
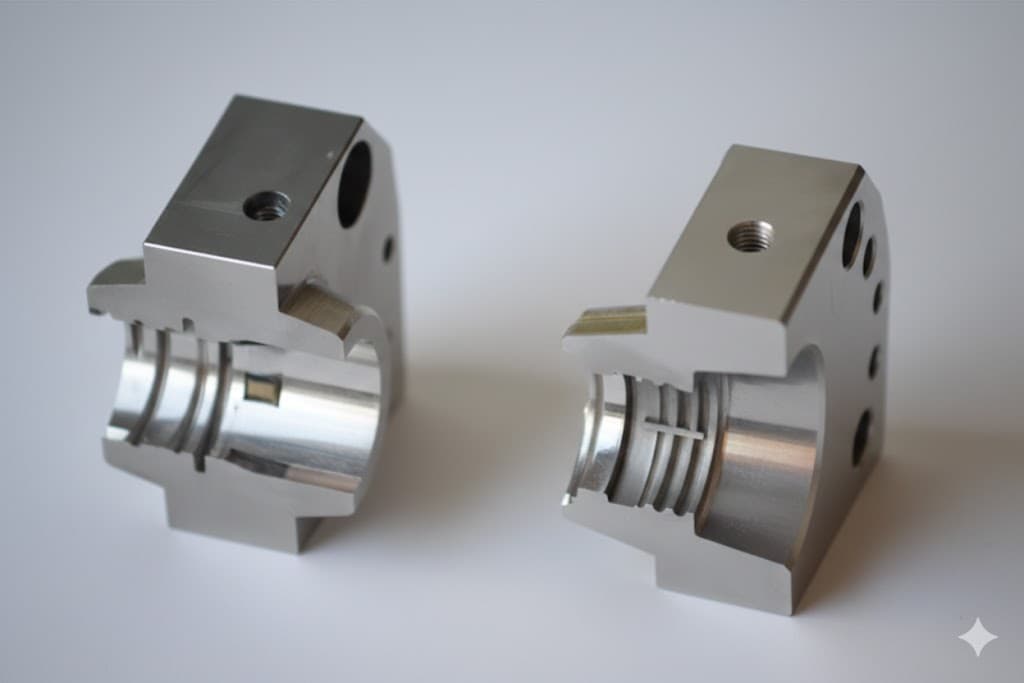
حلقة دعم الرقبة هي مكون دقيق ضمن مكونات قوالب (الاسطمبات) البريفورم يقوم بـ:
تعمل هذه الحلقة في تلامس مباشر مع البوليمر الساخن ودوائر التبريد، مما يجعل اختيار الخامة وجودة السطح أمراً أساسياً لضمان تكرارية الأبعاد، وإطالة عمر الإسطمبة، وتقليل فترات التوقف للصيانة. تُصنف هذه الحلقات كأجزاء معرضة للتآكل ويجب تصنيعها بتفاوتات (Tolerances) دقيقة جداً لتجنب عيوب الإنتاج.
يعد صلب 1.2083 نوعاً من الصلب المارثنزي المقاوم للصدأ (Stainless Mold Steel)، ويستخدم على نطاق واسع في مكونات حقن البلاستيك المعرضة للرطوبة وظروف التبريد القاسية.
أهم خصائص صلب 1.2083:
هذه الخصائص تجعلها الخيار الأمثل لـ:
بخلاف صلب الأدوات الكربوني العادي، يقاوم 1.2083 تكون الصدأ داخل قنوات التبريد وحول مناطق التكثيف في الإسطمبة، مما يطيل عمر الخدمة ويمنع تنقير السطح (Pitting).
تستخدم شركات التوريد أسماءً تجارية مختلفة لنفس الدرجة من صلب 1.2083. الجدول التالي يوضح المسميات الشائعة في ورش تصنيع قطع غيار وادوات القوالب (الاسطمبات):
تعتبر إصدارات ESR (إعادة الصهر تحت الخبث الكهربائي) هي الأفضل من حيث النقاء وقابلية التلميع، وهي مفيدة جداً للتطبيقات التي تتطلب شفافية عالية أو لمعاناً فائقاً في المنتج النهائي.
تتطلب عملية تشكيل المعادن بدقة لإنتاج حلقات دعم الرقبة رقابة صارمة في كل مرحلة:
تبدأ العملية بشراء صلب 1.2083 معتمد من موردين موثوقين مثل Böhler أو ASSAB، مع التأكد من شهادة المكونات الكيميائية ورقم الشحنة (Heat Number) لضمان استجابة موحدة للمعالجة الحرارية.
يتم تشغيل الحلقات باستخدام عمليات الخراطة و تفريز CNC لأجزاء القوالب (الاسطمبات). تشمل العمليات:
تخضع الحلقات لعملية تقوية في أفران الفراغ (Vacuum Hardening) لمنع الأكسدة، مع دورات تخمير (Tempering) مزدوجة لتحقيق صلادة بين 48-52 HRC. هذه المرحلة توازن بين مقاومة التآكل والمتانة اللازمة لتحمل قوى الغلق والطرد.
بعد التقسية، يتم ضبط الأبعاد النهائية عبر التجليخ الأسطواني الداخلي والخارجي، وتجليخ الأسطح لضمان الاستواء التام. تلي ذلك عملية التلميع (Polishing) لضمان انسيابية البلاستيك ومنع حدوث أي "تبيض" (Stress whitening) في منطقة الرقبة.
تساهم الحلقات المصنعة بجودة عالية في:
بدلاً من الاعتماد الكلي على الموردين الأجانب وفترات الشحن الطويلة، يتيح التصنيع المحلي في القاهرة للمصانع:
تقوم "إنتاج - Entag" بتنسيق كافة العمليات من تشغيل حديد الادوات 1.2083، والمعالجة الحرارية، والتجليخ الدقيق، والفحص كجهة تصنيع واحدة مسؤولة عن الجودة النهائية.
في حقن بريفورم الـ PET، تعتبر حلقة دعم الرقبة جزءاً صغيراً لكنه ذو تأثير هائل على جودة المنتج وموثوقية الإسطمبة. إن استخدام صلب 1.2083 المقاوم للصدأ، مع التشغيل الرقمي الدقيق، يضمن عمر خدمة طويل وأداء إنتاجي مستقر.
هل تحتاج إلى حلقات دعم رقبة مخصصة لإسطمباتك؟
تقدم "إنتاج" خدمات تصنيع حلقات صلب الأدوات من خامة 1.2083 المعتمدة، مع تشغيل CNC كامل ومعالجة حرارية وفحص دقيق.
ارفع رسمك الهندسي أو أرسل عينة اليوم للحصول على عرض سعر — صُنع في القاهرة لضمان كفاءة خطوط إنتاجك.
لمقاومته العالية للصدأ الناتج عن رطوبة دوائر التبريد، وقدرته على الوصول لمستوى تلميع "مرآة"، وثباته عند تكرار الدورات الحرارية.
نعم، يمكن تشغيله في حالة صلادة متوسطة (~30-34 HRC) لتقليل التشوهات التي قد تحدث بعد المعالجة الحرارية النهائية.
نعم، يفضل استبدالها ضمن جداول الصيانة الوقائية قبل أن تتسبب في تلف تجاويف الإسطمبة (Cavities).