نظرة تقنية على تصميم وتصنيع قالب قطع من صلب 1.2379 لقص الصفائح الرقيقة، مع التركيز على المتانة، دقة الأبعاد، وكفاءة الأداء في التطبيقات الصناعية.





في عمليات إنتاج الصفائح المعدنية عالية السرعة، تتعرض قوالب القطع الخاصة بالصفائح الرقيقة إلى أحمال صدم متكررة، وتآكل احتكاكي، ودورات تشغيل سريعة للغاية. أي فقدان في سلامة حافة القطع أو أي عدم محاذاة بين القاعدة والضاغط ينعكس فورًا في صورة زوائد قطع (Burrs)، أو انحرافات في الأبعاد، أو تشققات في الصاج.
في خطوط الإنتاج التي تعمل بآلاف الضربات في الوردية الواحدة، لا يُعد فشل القالب مسألة صيانة بسيطة، بل يمثل سببًا مباشرًا للتوقفات غير المخططة، وتراكم الهالك، وتأخير عمليات تغيير الأدوات. وفي المصانع القائمة في القاهرة، حيث قد يستغرق استبدال الأدوات المستوردة عدة أسابيع، تؤدي الجودة الرديئة في تصنيع القوالب غالبًا إلى توقفات طويلة في خطوط الإنتاج واضطراب في جداول التشغيل.
لهذا السبب، يجب أن يركز الانضباط التصنيعي لقالب قطع من فولاذ 1.2379 للصفائح الرقيقة (القاعدة والضاغط) على مقاومة التآكل، والاستقرار البُعدي بعد المعالجة الحرارية، ودقة القطع المتكررة، وليس فقط على الحدة الأولية لحافة القطع.
يتكوّن قالب القطع للصفائح الفولاذية الرقيقة من مكوّنين أساسيين يعملان معًا:
تُستخدم هذه القوالب على نطاق واسع في:
يؤدي سوء التحكم في الخلوص أو عدم تجانس الصلادة بين القاعدة والضاغط إلى تسارع تكسّر الحواف، وعدم انتظام القص، وزيادة الأحمال على المكبس. وفي بيئات الإنتاج الفعلية، ينعكس ذلك في صورة دورات إعادة تجليخ متكررة، واهتزازات في المكبس، وفشل مبكر لمكونات التوجيه.
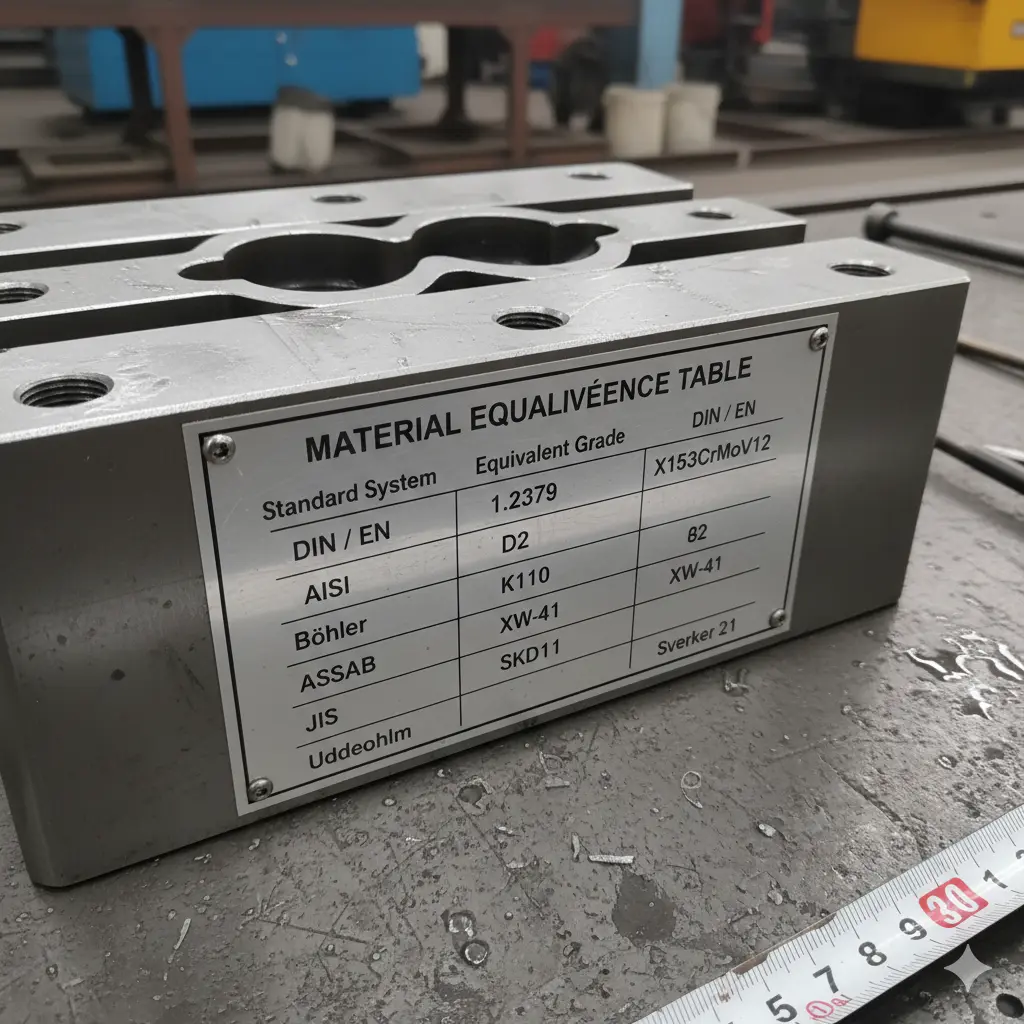
يتم اختيار فولاذ العدد 1.2379 (المكافئ X153CrMoV12 / D2) لتصنيع قوالب القطع نظرًا لارتفاع محتواه من الكروم وبنيته المجهرية الغنية بالكربيدات.
تشمل الاعتبارات الهندسية الأساسية:
نطاق الصلادة النموذجي بعد المعالجة الحرارية:
المفاضلات الهندسية:
في تطبيقات الصفائح الرقيقة، يوفّر فولاذ 1.2379 أفضل عمر لحافة القطع عند ضبط الخلوص وجودة السطح بدقة.
جدول مكافئات الخامات
تُعد هذه المكافئات ضرورية عند توريد الخامات محليًا في مصر مع الالتزام بالمواصفات العالمية لقوالب القطع.
يتم توريد فولاذ 1.2379 في الحالة الملدنة مع التحقق من التركيب الكيميائي لضمان تجانس الكربيدات. تؤدي الخامات الرديئة إلى تآكل غير منتظم وتشققات غير متوقعة.
يتم تشغيل القاعدة والضاغط باستخدام ماكينات CNC ذات صلابة عالية، مع ترك سماحات تشغيل مخصصة لمرحلة التجليخ بعد المعالجة الحرارية لتعويض أي تشوهات.
تُنفذ فتحات التثبيت، ومسافات القاذفات، وعناصر المحاذاة قبل المعالجة الحرارية. أي خطأ في ترتيب هذه العمليات يؤدي إلى أخطاء موضعية بعد التقسية.
تقلل التقسية بالفراغ من الأكسدة وفقدان الكربون السطحي. وتُجرى عدة دورات مراجعة لتحقيق الاستقرار البنيوي. تؤدي المراجعة غير الكافية إلى تكسّر الحواف في بداية التشغيل.
يتم تجليخ حواف القطع والأسطح المستوية وواجهات التلامس للوصول إلى الأبعاد النهائية. تؤدي حروق التجليخ أو الشقوق الحرارية في هذه المرحلة إلى تقليل عمر القالب بشكل كبير.
يتم التحقق من الخلوص بين القاعدة والضاغط طبقًا لسمك الصفيحة ونوع المادة لضمان عملية قص نظيفة ومستقرة.
يحدد نظام ضبط الجودة عمر القالب واستقرار أداء المكبس بشكل مباشر.
تشمل أعمال الفحص:
يؤدي إهمال الفحص إلى توزيع غير منتظم للأحمال، وتآكل في المكبس، ودورات صيانة غير متوقعة.
في قالب قطع من فولاذ 1.2379 للصفائح الرقيقة (القاعدة والضاغط)، يُعد الخلوص وشكل الحافة بنفس أهمية اختيار المادة. حتى الفولاذ المعالج حراريًا بشكل صحيح قد يفشل مبكرًا إذا تم حساب الخلوص بشكل غير دقيق.
يُحدد الخلوص عادة كنسبة مئوية من سمك الصفيحة لكل جانب. ويؤدي الخلوص غير الصحيح إلى مشكلات فورية:
خلوص ضيق جدًا:
خلوص واسع جدًا:
على عكس الاعتقاد الشائع، فإن الحافة الحادة للغاية ليست دائمًا الخيار الأمثل للإنتاج:
حافة حادة بدون نصف قطر:
نصف قطر دقيق مضبوط:
يجب إنهاء شكل الحافة أثناء التجليخ وليس أثناء التشغيل الميكانيكي. أي عدم تجانس في هذه المرحلة يؤدي إلى تآكل غير متساوٍ وفشل مبكر أثناء بدء الإنتاج.
فهم أنماط الفشل أمر أساسي لتخطيط الصيانة وإعادة تصميم القوالب. في بيئات الإنتاج الواقعية، ترتبط معظم حالات الفشل بعمليات التصنيع وليس بالمادة نفسها.
الأسباب الجذرية:
الأثر التشغيلي:
الأسباب الجذرية:
الأثر التشغيلي:

الأسباب الجذرية:
الأثر التشغيلي:
الأسباب الجذرية:
الأثر التشغيلي:
يتيح التصنيع المحلي لقوالب القطع في القاهرة سرعة الاستجابة لمشكلات التآكل، وإجراء تعديلات بُعدية فورية، وتقليل الاعتماد على الأدوات المستوردة ذات فترات التوريد الطويلة.
غالبًا ما يواجه المصنعون في مصر تأخيرات في الاستيراد تتجاوز قدرة خطوط الإنتاج على التحمل. وقوالب القطع تُعد مكونات صيانة دورية وليست مشتريات لمرة واحدة، مما يجعل الإنتاج المحلي السريع عاملًا أساسيًا لاستمرارية التشغيل والتحكم في التكاليف.
يمثل قالب قطع من فولاذ 1.2379 للصفائح الرقيقة (القاعدة والضاغط) أصلًا إنتاجيًا حرجًا. يساهم الاختيار الصحيح للمادة، والانضباط في المعالجة الحرارية، والفحص الصارم في تقليل التكلفة الكلية للملكية من خلال إطالة عمر القالب واستقرار أداء المكبس. وغالبًا ما تظهر أي اختصارات تصنيعية لاحقًا في صورة توقفات إنتاج وهالك مرتفع.
تقوم Entag بتصنيع قوالب القطع، والضواغط، والإسطمبات، وأجزاء التآكل من فولاذ 1.2379 وغيرها من فولاذ العدد.
هو مُحسّن أساسًا للصفائح الرقيقة إلى المتوسطة التي تتطلب مقاومة تآكل عالية.
يعتمد على نوع الصفيحة والخلوص، لكنه عادةً يتجاوز فولاذ العدد منخفض السبائك.
نعم، يتم تصميم القاعدة والضاغط حسب نوع المكبس والتطبيق.
نعم، بشرط توفير سماحات تجليخ كافية في التصميم الأولي.
يقلل التصنيع المحلي زمن التسليم بشكل كبير مقارنة بالأدوات المستوردة.