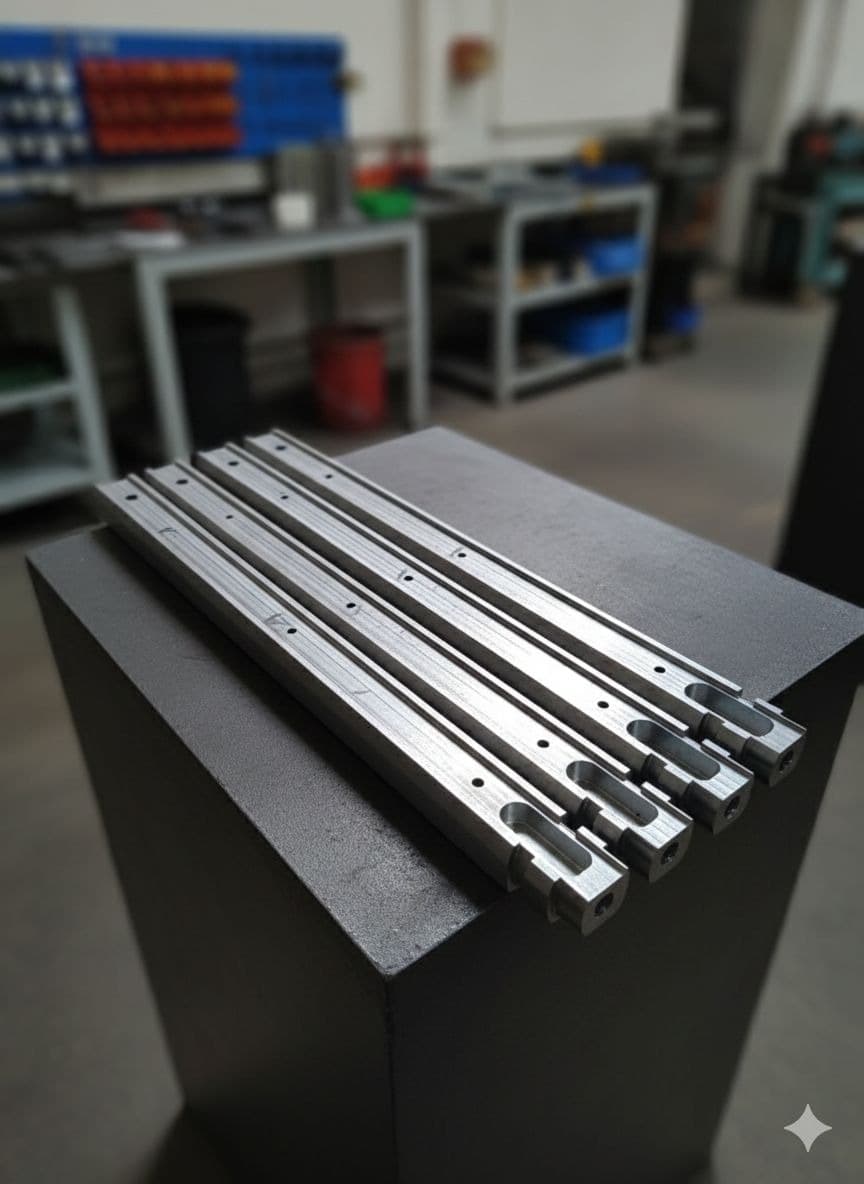




في بيئات التصنيع عالية السرعة، تؤثر متانة ودقة أجزاء خطوط الإنتاج بشكل مباشر على معدلات الإنتاج، ومعدلات التآكل، وفترات التوقف. ومن بين هذه المكونات، تلعب أذرع التوسعة (Expander Arms) دوراً حيوياً في توجيه أو محاذاة أو فصل المواد على الخطوط الآلية الثقيلة.
عندما تتعرض هذه الأذرع للفشل المفاجئ نتيجة الإجهاد أو التآكل، ترتفع تكاليف الإنتاج وتنخفض الكفاءة. هنا يأتي دور صلب العدد 1.2379، وهو درجة صلب عالية الأداء هندسياً لتوفير الصلادة، ومقاومة التآكل، وقابلية تشغيل صلب العدد 1.2379 باستخدام ماكينات الـ CNC.
في هذا المقال، سنغطي الخامات، وعمليات التشغيل، واعتبارات التصميم، وأفضل ممارسات التصنيع لأذرع التوسعة التي تتحمل قسوة العمل الصناعي.
أذرع التوسعة هي وصلات ميكانيكية تتحكم في حركة المنتجات أو القوالب داخل عملية الإنتاج. وتشمل الأمثلة الشائعة ما يلي:
يجب أن تتحمل هذه الأجزاء الحركة المتكررة، وأحمال الصدمات، والاحتكاك، وأحياناً درجات الحرارة المرتفعة المتقطعة، مما يجعلها مكونات ميكانيكية صناعية شديدة الأهمية.
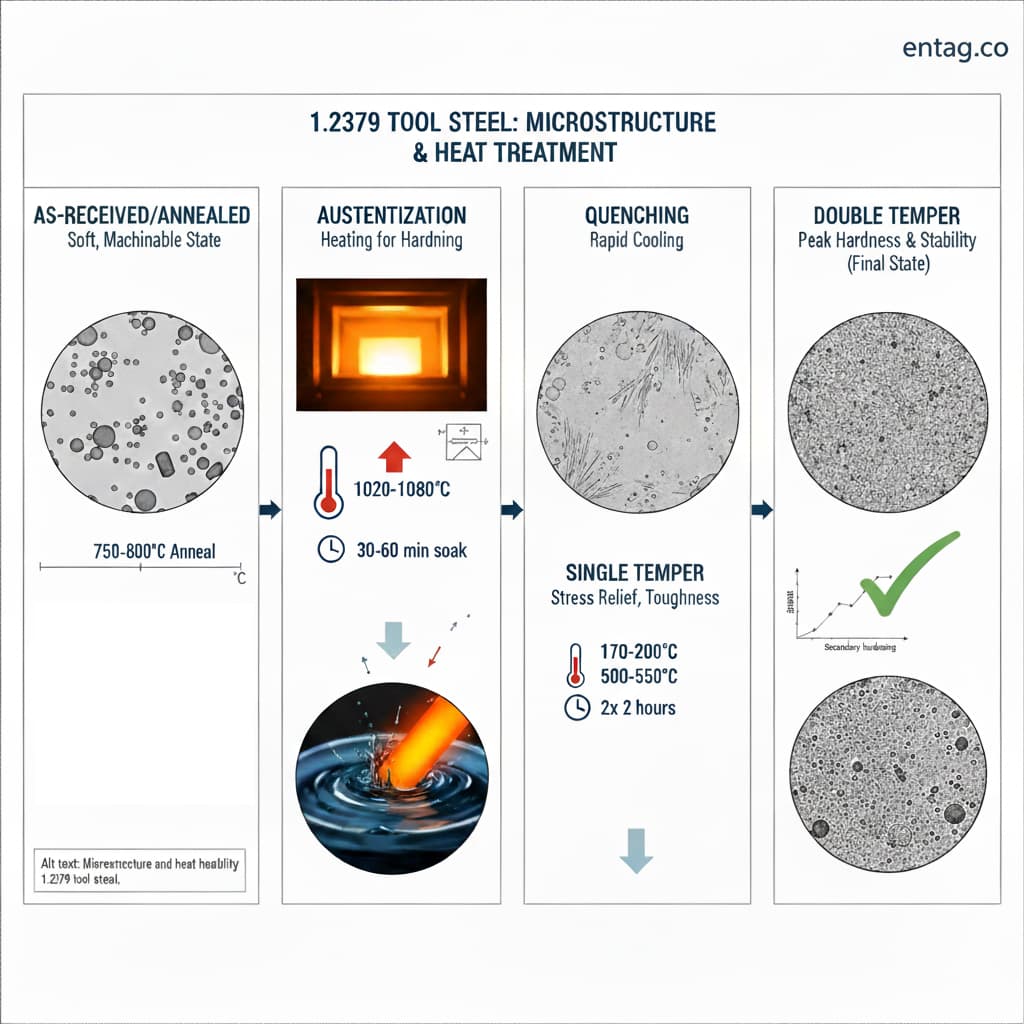
صلب العدد 1.2379 (المعروف أيضاً باسم DIN 1.2379 / EN X155CrVMo12-1) هو صلب لقوالب الشغل البارد يتميز بتوازن مثالي بين:
هذه الميزات تجعله الخيار الأول لتصنيع أذرع التمديد لخطوط الإنتاج والمكونات التي تتعرض لإجهاد ميكانيكي وتآكل سطحي مستمر.
إليك جدول مرجعي للمهندسين والمشتريين في السوق المصري لتحديد الخامة حسب المورد أو الكود المستخدم:
ملاحظة: رغم تشابه هذه الأنواع، إلا أن المعالجة الحرارية والتركيب الكيميائي الدقيق قد يختلفان. تأكد دائماً من مورد الخامات فيما يخص التفاوتات الحرجة ومواصفات التآكل.
يتطلب تشغيل صلب العدد 1.2379 تخطيطاً دقيقاً للعملية؛ فهذا الصلب عالي الكربون والكروم مصمم للقوة وليس لسهولة القطع.
تتراوح أهداف التفاوت المسموح بها (Tolerances) لأذرع التوسعة الدقيقة عادةً بين ±0.01 مم إلى ±0.05 مم.
عند تصميم أذرع التوسعة لخط إنتاج صناعي، يجب مراعاة:
السيناريو:
كان أحد خطوط تشكيل المعادن يستخدم أذرع توسعة من الصلب العادي (Mild Steel) تتعرض للفشل كل شهرين أو ثلاثة، مما يسبب توقفات مفاجئة للإنتاج.
الحل:
النتيجة:
يجب استخدام ماكينات قياس الإحداثيات (CMM) أو الماسح الضوئي بالليزر للتحقق من الأبعاد الحرجة، خاصة في مناطق التداخل مع الكراسي (Bearings) أو الأعمدة.
تأكد من الملاءمة الصحيحة مع المكونات المتصلة، خاصة إذا كان ذراع التوسعة يشتمل على جلب (Bushes) أو بنوز.
يجب العمل مع مقدمي خدمات المعالجة الحرارية لضمان الحفاظ على التفاوتات بعد التقسية، حيث أن استراتيجيات تقليل التشوه (Distortion mitigation) ضرورية جداً.
تشغيل صلب العدد 1.2379 يتضمن اعتبارات أمان صناعي هامة:
في "إنتاج" (Entag)، يلتزم شركاؤنا في التصنيع المعدني في مصر ببروتوكولات السلامة الصناعية، بما في ذلك حواجز الحماية للماكينات، وأنظمة ترشيح سوائل التبريد، واعتماد المشغلين لمراكز الـ CNC للخدمة الشاقة.
يوفر صلادة أعلى بكثير، ومقاومة فائقة للتآكل، وعمر كلال أطول، مما يجعله مثالياً للأجزاء ذات الحركة المتكررة.
نعم، ولكن يُنصح باستخدام عدد كاربيد مع ضبط دقيق للسرعات والتبريد نظراً لصلابة المادة.
نعم، يتوفر لدى العديد من موردي الصلب في القاهرة والمناطق الصناعية (مثل العاشر من رمضان و6 أكتوبر) ويمكن توفيره حسب المواصفات المطلوبة.
توفر أذرع التوسعة المصنوعة من صلب العدد 1.2379 حلاً موثوقاً ومقاوماً للتآكل لبيئات خطوط الإنتاج الشاقة. ومن خلال تشغيل صلب العدد 1.2379 بدقة، وتحسين التصميم، و التصنيع عند الطلب بجودة عالية، تساهم هذه المكونات في تقليل فترات التوقف وإطالة عمر الخدمة للمعدات.
هل تبحث عن أجزاء خطوط الإنتاج بدقة عالية أو خدمات تفريز CNC لقطع الصلب في مصر؟
تواصل مع "إنتاج" (Entag) اليوم للحصول على حلول مخصصة، ومواعيد تسليم سريعة، ودعم فني خبير في التصنيع.