تعرف على كيفية تشغيل حديد الادوات الموصف 1.2738 المستخدم في تصنيع قواعد اسطمبات الزجاجات البلاستيكية، بما في ذلك خصائص الخامة، عمليات تفريز CNC، والتطبيقات العملية في المصانع.
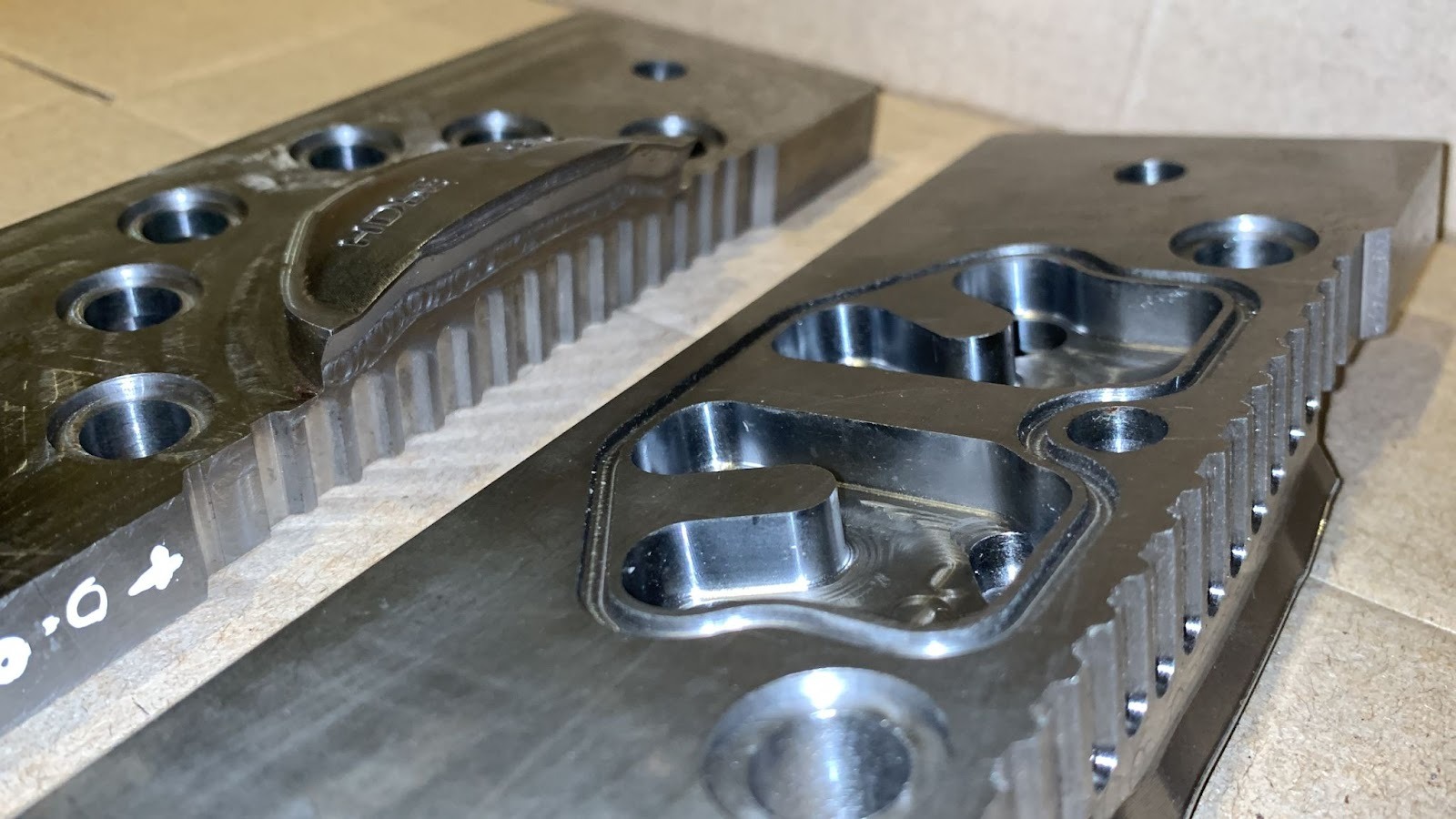




في صناعة الزجاجات البلاستيكية، تعتبر "لقمة القاعدة" (Base Insert) واحدة من أهم أجزاء الاسطمبة. فهي تؤثر بشكل مباشر على استقرار الزجاجة، وانتظام سمك الجدران، وزمن الدورة الإنتاجية (Cycle Time). إن اختيار نوع الصلب الصحيح - وطريقة تشغيله بدقة - هو ما يحدد ما إذا كانت الاسطمبة ستعمل بكفاءة لملايين الدورات أو ستتعرض للتلف المبكر.
يُعد صلب 1.2738 من الخامات الأكثر استخداماً في تصنيع قواعد اسطمبات لزجاجات البلاستيك نظراً لصلادته العالية، وقابليته الفائقة للتلميع، وثباته أثناء التشغيل. يوضح هذا المقال كيفية اختيار وتجهيز وتحسين تشغيل حديد الادوات الموصف 1.2738 لتطبيقات اسطمبات الحقن والنفخ بناءً على الخبرات العملية في السوق المصري.
صلب 1.2738 (حسب مواصفة DIN / EN) هو صلب اسطمبات بلاستيك "سابق الصلادة" (Pre-hardened)، ويأتي عادة بصلادة تتراوح بين 28 و34 HRC. تحتوي سبيكة هذا النوع على عنصر النيكل الذي يحسن من المتانة وقوة القلب، مما يجعله مثالياً للأجزاء ذات السماكات الكبيرة مثل قواعد الاسطمبات.
أهم الخصائص:
هذه المميزات تجعل تشغيل حديد الادوات الموصف 1.2738 الخيار المفضل في إنتاج لقم القواعد لاسطمبات الحقن والنفخ ذات الإنتاجية العالية.
تعمل قواعد الاسطمبات تحت تأثير دورات حرارية مستمرة وضغط تشكيل عالٍ، وتلامس مباشر مع البلاستيك المنصهر. وفي نفس الوقت، هي المسؤولة عن تحديد تفاصيل قاعدة الزجاجة التي يجب أن تكون خالية من العيوب تماماً.
مقارنة بين أنواع صلب الاسطمبات:
بالنسبة لمصانع الزجاجات التي تركز على الإنتاج الضخم، يوفر صلب 1.2738 توازناً قوياً بين التكلفة، العمر الافتراضي، وسهولة التشغيل.
مراحل العمل المعتادة:
ملاحظات عند التشغيل:
التجاوزات المسموح بها (Tolerances):
في اسطمبات الزجاجات ذات الفجوات المتعددة (Multi-cavity)، غالباً ما يؤدي التحول إلى 1.2738 إلى تقليل عدد مرات الصيانة بنسبة 20-30%.
.jpg)
تجمع قواعد الزجاجات بين المتطلبات الإنشائية والجمالية، لذا فإن "الفينيش" النهائي للسطح أمر بالغ الأهمية.
خيارات التشطيب الشائعة:
نعم، فهو يقدم أداءً ممتازاً في قواعد اسطمبات الحقن والنفخ على حد سواء.
نعم، مع التسخين المسبق الصحيح واستخدام سلك لحام مطابق للخامة.
لا، فهو يأتي بصلادة جاهزة، ولكن يمكن عمل نتردة للسطح لزيادة الصلادة الخارجية.
تستغرق معظم القطع من 3 إلى 7 أيام عمل حسب تعقيد التصميم.
يظل تشغيل حديد الادوات الموصف 1.2738 هو الخيار الأكثر موثوقية لتصنيع قواعد اسطمبات الزجاجات البلاستيكية، حيث يوفر التوازن المثالي بين المتانة وسهولة التشغيل وجودة السطح. عند تنفيذ تشغيل دقيق للصلب وفينيش احترافي، فإنه يدعم خطوط الإنتاج الكبيرة بأداء ثابت وتكاليف صيانة منخفضة.
بالنسبة للمصانع التي تسعى لتطوير أو صيانة اسطمبات الزجاجات، فإن الحصول على لقم قواعد مُصنعة بدقة يعزز من موثوقية الإنتاج. تدعم Entag هذه العملية من خلال توفير تصنيع عند الطلب بالتعاون مع شركاء متخصصين في تفريز CNC لقطع القوالب لضمان أعلى مستويات الجودة.