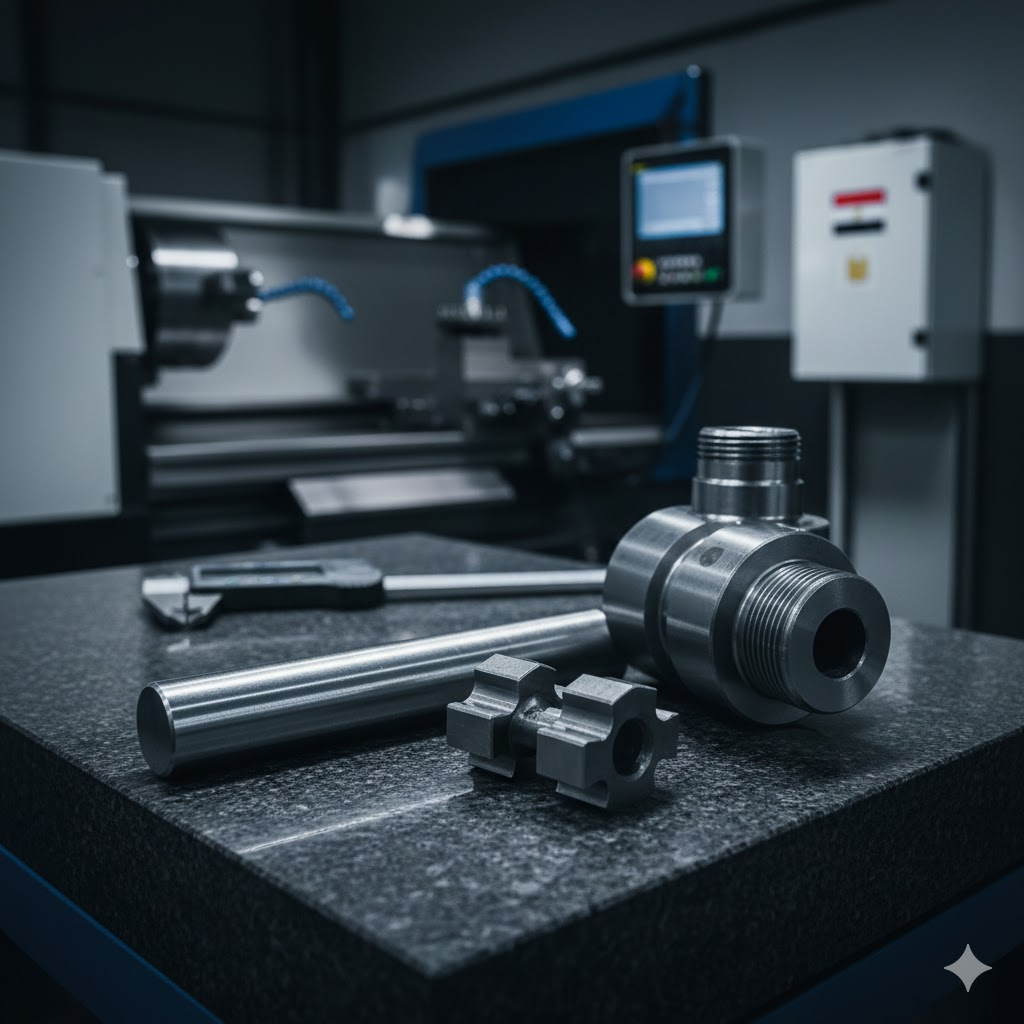
نظرة تفصيلية على خراطة CNC لمكونات كوالين الأبواب من صلب St52، مع توضيح تقنيات التشغيل، مزايا الخامة، وأثرها على الأداء والمتانة في أنظمة الأقفال.





في التطبيقات الصناعية والمنشآت ذات المعايير الأمنية المرتفعة، تعتبر جودة أنظمة الإغلاق ومفصلات الأبواب عنصرًا حيويًا لا يقبل المساومة. بالنسبة لمديري المصانع ومهندسي الصيانة، فإن فشل أي مكون ميكانيكي دقيق—مثل مسمار القفل (Locking Pin) أو جلبة المفصلة (Hinge Barrel)—يتجاوز كونه مجرد تلف في قطعة غيار؛ بل يمثل ثغرة في أمن المنشأة وسببًا محتملاً لتعطيل سلاسل الإمداد والعمليات اللوجستية.
إن الاعتماد على قطع غيار غير مطابقة للمواصفات الهندسية يؤدي إلى تسارع الإجهاد الميكانيكي (Mechanical Fatigue)، وتصلب نقاط الدوران (Pivot Points)، وصولاً إلى الكسر المفاجئ تحت إجهادات القص (Shear Stress). تضمن تكنولوجيا الخراطة باستخدام الحاسب الآلي (CNC) الحفاظ على تفاوتات أبعاد (Tolerances) دقيقة بمقياس الميكرون، مما يمنع التآكل التراكمي ويضمن استدامة النظام الميكانيكي بالكامل.
وفقًا لتقرير شركة "سيمنز" (Siemens) لعام 2023، تفقد الشركات المصنفة ضمن "Fortune 500" ما متوسطه 1.5 مليون دولار عن كل ساعة توقف. تشكل المكونات التي يتم إنتاجها عبر خراطة الـ CNC الركيزة الأساسية للأبواب الصناعية:
أي خلل في هذه الأبعاد يؤدي إلى اختلال توازن الباب (Door Sag) وإعاقة عملية الإغلاق المحكم، خاصة في بيئة القاهرة الصناعية التي تتأثر بالعفرة والتمدد الحراري.

يتم اختيار صلب St52 (1.0570 / S355J2G3) بناءً على اعتبارات هندسية دقيقة:
في توريد المكونات الصناعية، نحن نطبق معايير صارمة لضمان مطابقة القطع للمواصفات الأصلية (OEM):
الجودة هي الحد الفاصل بين "القطع التجارية" و"القطع الهندسية":
التحدي: واجه أحد المصانع الكبرى بالقاهرة تكرار انكسار مسامير المفصلات، وكان توريد القطع الأصلية يتطلب 6 أسابيع.
الحل الهندسـي: أعدنا تصميم المسامير باستخدام صلب St52 مع تحسين هندسة الزوايا لتقليل تركيز الإجهادات، متبوعاً بعملية تصليد سطحي.
النتيجة: تقليص فترة التوريد من 42 يوماً إلى 5 أيام فقط، مع استدامة كاملة للمكونات لمدة عام دون أعطال.
الاعتماد على التصنيع المحلي يضمن تجاوز عقبات الاستيراد وتأخير الجمارك التي قد تصل لـ 45 يومًا. كما يتيح مرونة عالية في التعديل الهندسي بناءً على عينات واقعية، مما يوفر قطع الغيار وفقاً لجدول "الطلب عند الاحتياج" (On-demand) ويقلل "ديون الصيانة" المتراكمة.
إن تصنيع مكونات الأقفال والمفصلات من صلب St52 هو عملية هندسية تتطلب دقة فائقة. الالتزام بهذه المعايير يساهم في تقليل التكلفة الإجمالية للملكية (TCO) عبر إطالة العمر الافتراضي للمكونات وحماية المنشآت من التوقفات المفاجئة.
تختص شركة إنتاج (Entag) في عمليات الخراطة والتفريز الدقيق بنظام الـ CNC في القاهرة.
لقدرته العالية على تحمل إجهادات القص ودورات التشغيل المستمرة.
نعم، نصنع المكونات من درجات 304 و 316L للمناطق الساحلية.
من 5 إلى 10 أيام عمل غالباً.
نعم، باستخدام تقنيات الـ CNC وخامات معتمدة وقياسات ISO.